In the realm of industrial automation, process control, and safety systems, photoelectric type sensors stand as a cornerstone technology. These devices operate on a simple yet profound principle: they emit a beam of light, typically from an LED or laser diode, and detect changes in the received light signal to sense the presence, absence, or characteristics of an object. Unlike mechanical or proximity sensors that require physical contact or close magnetic interaction, photoelectric sensors offer non-contact detection over considerable distances, making them versatile and reliable for countless applications.
The fundamental working principle involves three main components: an emitter, a receiver, and associated control circuitry. The emitter generates a modulated light beam—often infrared, visible red, or laser light—to ensure immunity to ambient light interference. The receiver, typically a phototransistor or photodiode, captures this light. When an object interrupts or reflects this beam (depending on the sensing mode), the change in the received light intensity is converted into an electrical signal by the circuitry, triggering a switch output. This elegant mechanism allows for the detection of a vast array of materials, including glass, metal, plastic, and liquids, regardless of their color or surface texture in many configurations.
Photoelectric sensors are primarily categorized by their sensing modes, each suited for specific scenarios. The through-beam type, also known as the opposed mode, consists of separate emitter and receiver units placed opposite each other. Detection occurs when an object breaks the beam traveling directly from emitter to receiver. This mode offers the longest sensing range and highest reliability, ideal for precise detection in demanding environments like packaging lines. The retro-reflective type uses a single housing containing both emitter and receiver, along with a reflector. The emitted beam bounces off a specialized reflector and returns to the receiver. An object is detected when it interrupts this reflected beam. This type provides a good balance of range and ease of installation, commonly used in door safety systems and material handling. Finally, the diffuse reflective type, or proximity mode, relies on the reflection of light from the target object itself. The emitter and receiver are housed together, and detection is based on the light scattered back from the object's surface. While its range is shorter and can be influenced by the object's color and reflectivity, its simple one-unit setup makes it perfect for detecting objects at close range, such as in counting or bottle cap placement applications.
The applications of photoelectric type sensors are virtually limitless. In manufacturing, they are indispensable for object detection on conveyor belts, part positioning in assembly robots, and fill-level control in bottling plants. In the automotive industry, they ensure precise component placement and robotic welding path safety. Beyond factories, they enable automatic doors in supermarkets, paper detection in printers and copiers, and even play a crucial role in security systems for intrusion detection. Their ability to function in harsh conditions—thanks to rugged housings that protect against dust, water, and vibration—further expands their use in outdoor and washdown environments like food processing or wastewater treatment facilities.
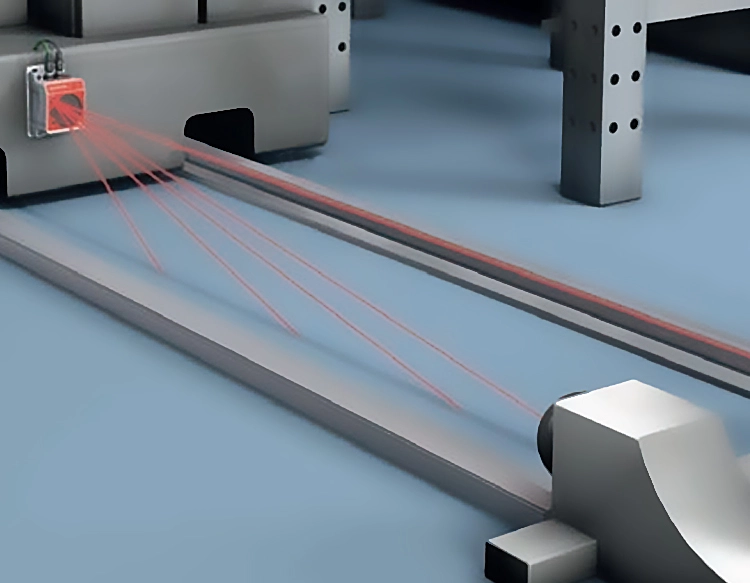
Selecting the right photoelectric sensor requires careful consideration of several factors. First, define the application's core requirement: detection distance, object size, material, and required response speed. For long-range detection of opaque objects, a through-beam sensor is superior. For detecting transparent films or glass, a polarized retro-reflective sensor that ignores shiny objects might be necessary. The operating environment is critical; sensors with high Ingress Protection (IP) ratings are needed for wet or dusty areas. The light source is another key choice: infrared for discreet operation, red light for easy alignment, or laser for extremely precise detection of small objects. Output type (e.g., NPN/PNP transistor, analog, or IO-Link for smart sensors) must be compatible with the control system. Modern advancements have led to the development of background suppression sensors, which can ignore objects beyond a set distance, and color recognition sensors, adding another layer of intelligence to automated systems.
In conclusion, photoelectric type sensors are a mature, robust, and adaptable technology that forms the eyes of modern automation. Their non-contact operation, long service life, and adaptability to diverse materials and challenging environments make them a preferred choice for engineers and system designers worldwide. By understanding their operating principles, main types, and key selection criteria, one can effectively harness their capability to enhance efficiency, safety, and reliability in any automated process, from the simplest machine to the most complex industrial line.











 +40729977919
+40729977919  keysensor.ro@gmail.com
keysensor.ro@gmail.com