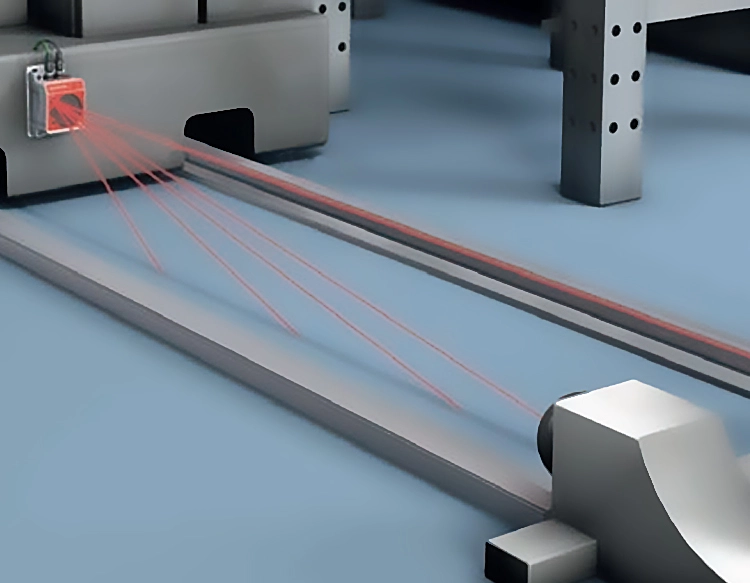
Photoelectric reflective sensors are widely used in industrial automation, consumer electronics, and safety systems. These devices operate by emitting light from an internal source, typically an infrared LED, and detecting the reflection from a target object. The sensor's receiver analyzes the intensity of the reflected light to determine the presence, absence, or distance of the object. This non-contact detection method offers advantages such as high precision, fast response times, and minimal wear.
The core components of a photoelectric reflective sensor include an emitter, a receiver, and signal processing circuitry. The emitter generates a focused beam of light, which strikes the target surface. Depending on the surface properties—such as color, texture, and reflectivity—a portion of the light is reflected back to the receiver. The receiver, often a phototransistor or photodiode, converts the light intensity into an electrical signal. This signal is then processed to trigger an output, such as switching a relay or sending data to a controller.
One key factor affecting performance is the reflectivity of the target material. Light-colored or shiny surfaces reflect more light, leading to stronger signals, while dark or matte surfaces absorb light, requiring sensors with higher sensitivity. Modern sensors address this through adjustable sensitivity settings, background suppression, and polarized filters to reduce ambient light interference. For example, background suppression technology allows the sensor to ignore distant objects by focusing only on reflections within a specific range.
Applications of photoelectric reflective sensors are diverse. In manufacturing, they count products on conveyor belts, detect label positions, and monitor assembly line movements. In robotics, these sensors help in obstacle avoidance and precise positioning. Consumer devices like printers use them to detect paper jams or low paper levels. Automotive systems rely on them for rain-sensing wipers and parking assistance. Additionally, they enhance safety in elevators by detecting obstructions in doorways.
Installation and environmental considerations are crucial for optimal performance. Sensors should be mounted securely to avoid misalignment, with clean lenses to prevent false triggers from dust or debris. Operating temperature ranges, typically from -25°C to 70°C, must be observed to ensure reliability. In outdoor settings, protective housings may be needed against moisture or extreme weather. Regular maintenance, including calibration checks, extends sensor lifespan.
Advancements in technology continue to improve photoelectric reflective sensors. Innovations like digital output interfaces, IoT integration for remote monitoring, and miniaturization for compact devices are expanding their utility. Energy-efficient designs with low-power LEDs also support sustainable operations. As industries embrace automation and smart systems, these sensors will remain integral for efficient, reliable detection tasks.
In summary, photoelectric reflective sensors provide a versatile solution for object detection across various fields. Their non-contact operation, adaptability to different surfaces, and evolving features make them indispensable in modern automation. By understanding their working principles and proper deployment, users can maximize accuracy and durability in diverse applications.











 +40729977919
+40729977919  keysensor.ro@gmail.com
keysensor.ro@gmail.com