In the world of industrial automation and object detection, reflective photoelectric sensors stand as a cornerstone technology. Unlike through-beam sensors that require separate emitter and receiver units, or diffuse sensors that rely on light scattering from a target, reflective sensors utilize a single housing containing both a light source and a receiver. This light is projected towards a designated reflector. When an object interrupts the beam's path to and from that reflector, the sensor detects the change in the received light, triggering an output signal. This fundamental principle enables reliable, non-contact detection across countless applications.
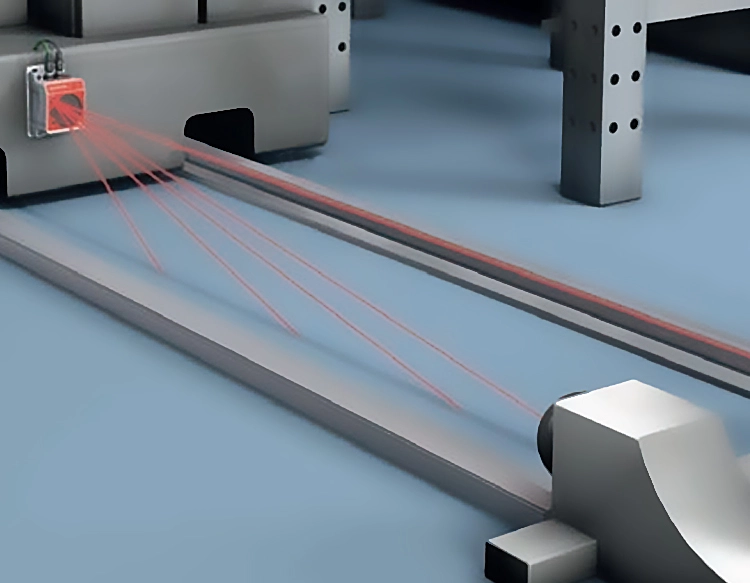
The core operating principle hinges on the modulation of light. The sensor's emitter, typically an infrared LED or a laser diode, sends out a modulated beam—a beam that pulses at a specific high frequency. The receiver is tuned to detect only light modulated at this exact frequency. This sophisticated design is crucial for immunity to ambient light interference from factory lighting or sunlight, ensuring stable operation in challenging environments. The reflector, often a retro-reflective type made of corner-cube prism material, has the special property of reflecting light directly back to its source over a wide range of incidence angles. This guarantees a strong, consistent return signal to the receiver when the path is clear.
Reflective photoelectric sensors offer a compelling set of advantages. Their single-unit design simplifies installation, reduces wiring complexity, and lowers initial setup costs compared to through-beam systems. They provide a longer sensing range than standard diffuse sensors, making them ideal for applications where the target object has poor reflectivity or where mounting space for two separate units is unavailable. Common sensing ranges vary from a few centimeters up to several meters, depending on the model and light source power. Furthermore, modern sensors incorporate advanced features like background suppression, which allows them to ignore objects beyond a set distance, and polarized filters, which help reject false signals from shiny surfaces like metal or plastic that might otherwise reflect light directly.
The applications for these sensors are vast and varied. In packaging and material handling, they are used for label detection, bottle cap presence checking, and carton counting on conveyor belts. In the automotive industry, they verify part placement in assembly robots. They secure access control by monitoring safety doors and light curtains. Within automated storage and retrieval systems, they detect the presence of pallets and position elevators. Their robustness also makes them suitable for harsh conditions; many models boast high Ingress Protection (IP) ratings for resistance to dust and water, along with rugged housings to withstand vibration and mechanical shock.
Selecting the right reflective photoelectric sensor requires careful consideration of several key parameters. First, the required sensing range and the size/reflectivity of the target object must be determined. For small or dark objects, a sensor with a focused beam or higher output power may be necessary. The environmental conditions are critical; factors like dust, fog, temperature extremes, and exposure to chemicals will dictate the needed housing material and IP rating. The output type—whether a simple digital PNP/NPN transistor, a relay, or an analog output for distance measurement—must match the control system's input requirements. Finally, the response time of the sensor must be fast enough to keep up with the speed of the production line or moving object.
Installation and alignment, while simpler than through-beam setups, still demand attention. The sensor must be positioned so that its beam strikes the reflector squarely when unobstructed. Misalignment can drastically reduce the effective sensing range or cause unreliable operation. Many sensors feature built-in alignment indicators, such as LED lights that change color or status when optimal alignment is achieved, greatly simplifying this process. Regular maintenance, primarily keeping the lens and reflector clean from dirt, dust, and oil buildup, is essential for long-term, trouble-free performance.
In conclusion, reflective photoelectric sensors provide a versatile, reliable, and cost-effective solution for non-contact object detection. By understanding their operating principle, key benefits, and the factors involved in selection and installation, engineers and technicians can effectively integrate them into automated systems to enhance efficiency, safety, and productivity. As technology advances, we continue to see improvements in sensing distance, precision, and intelligence, further solidifying their indispensable role in modern industrial automation.











 +40729977919
+40729977919  keysensor.ro@gmail.com
keysensor.ro@gmail.com