High-Precision 50Laser Sensor for Industrial Automation
In today’s rapidly evolving industrial landscape, the demand for accurate and reliable sensors has never been higher. Among the various types of sensors available, the 50Laser Sensor stands out as a cutting-edge solution designed to meet the needs of modern manufacturing environments. This article explores the key features, applications, and benefits of the 50Laser Sensor, providing a comprehensive overview of its role in enhancing industrial efficiency and precision.
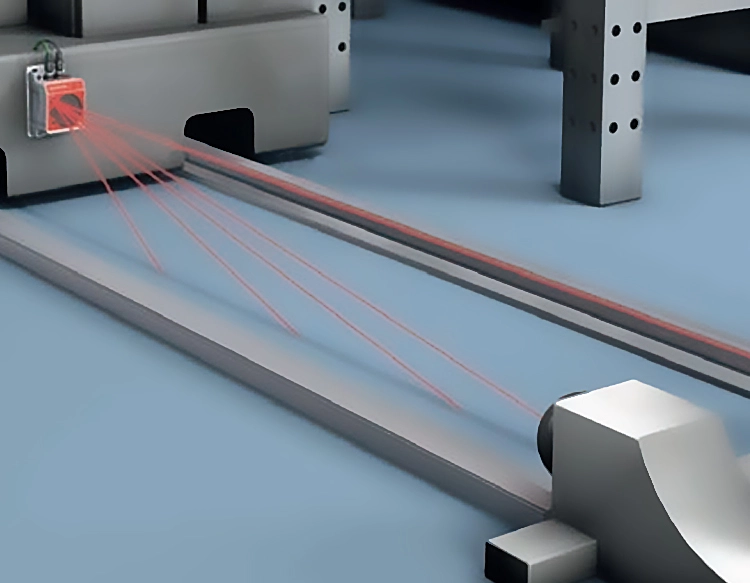
The 50Laser Sensor is a high-accuracy optical sensor that utilizes laser technology to measure distance and object presence with remarkable precision. Unlike traditional sensors that rely on mechanical or electrical contacts, the 50Laser Sensor operates without physical contact, making it ideal for use in environments where contamination or wear could compromise performance. Its non-contact nature ensures minimal maintenance and longer operational life, making it a preferred choice for many industrial applications.

One of the most significant advantages of the 50Laser Sensor is its high resolution and fast response time. This sensor is capable of detecting objects at a distance of up to 50 meters, making it suitable for large-scale industrial setups. The sensor’s ability to process data in real-time allows for immediate feedback, which is crucial in automated systems where precision and speed are paramount. This feature is particularly beneficial in applications such as material handling, quality control, and robotic assembly lines.
The 50Laser Sensor is also highly versatile, capable of being integrated into a wide range of industrial systems. Whether it’s used in material handling equipment, automated inspection systems, or conveyor belt monitoring, the sensor offers flexibility and adaptability. Its modular design allows it to be easily configured for different applications, ensuring that it can be tailored to meet specific needs.
In addition to its technical advantages, the 50Laser Sensor offers significant cost savings in the long run. By reducing the need for frequent maintenance and minimizing downtime, the sensor contributes to improved productivity and reduced operational costs. This makes it an attractive investment for manufacturers looking to optimize their operations without compromising on performance.
Another key benefit of the 50Laser Sensor is its compatibility with various industrial control systems. The sensor can be seamlessly integrated into existing infrastructure, enabling manufacturers to upgrade their systems with minimal disruption. This compatibility ensures that the sensor can be deployed in a wide range of environments, from small-scale production lines to large-scale manufacturing facilities.
As industries continue to evolve and demand higher precision and efficiency, the 50Laser Sensor represents a significant advancement in sensor technology. Its combination of accuracy, reliability, and versatility makes it a valuable asset in modern manufacturing. Whether it’s used in automated systems, quality control, or robotic applications, the 50Laser Sensor is an essential component in achieving higher levels of productivity and precision.
In conclusion, the 50Laser Sensor is a powerful tool that enhances industrial automation and precision. Its advanced technology and adaptability make it a preferred choice for manufacturers looking to improve their operational efficiency. As industries continue to innovate, the 50Laser Sensor will remain a key player in the development of smarter, more efficient manufacturing solutions.




















 +40729977919
+40729977919  keysensor.ro@gmail.com
keysensor.ro@gmail.com 



