In the intricate world of industrial automation and control systems, the reliability and precision of sensing components are paramount. Among these critical components, the OBE10M-R103-2EP-IO photoelectric switch stands out as a sophisticated solution for non-contact object detection. This device exemplifies the advanced integration of optical sensing technology with robust industrial communication protocols, designed to perform consistently in demanding environments. Unlike basic mechanical limit switches, photoelectric switches operate by emitting a beam of light, typically infrared, visible red, or laser, and detecting changes in the received light signal caused by the presence or absence of a target object. The OBE10M-R103-2EP-IO model incorporates specific features that cater to complex application needs, making it a subject of interest for engineers and system integrators.
The core operational principle of the OBE10M-R103-2-EP-IO is based on modulated light. The emitter sends a pulsed light signal, and the receiver is tuned to detect only this specific modulation. This design provides exceptional immunity to ambient light interference from factory lighting or sunlight, ensuring stable operation. The "IO" designation in its model number is particularly significant, indicating its compatibility with both sinking (NPN) and sourcing (PNP) output configurations, as well as its readiness for direct integration into Industrial Ethernet or IO-Link networks. This dual functionality offers unparalleled flexibility in system design, allowing the same sensor to be used across different PLC (Programmable Logic Controller) platforms without requiring hardware changes. The housing is typically constructed from durable materials like nickel-plated brass or stainless steel, offering high resistance to corrosion, impacts, and washdowns, which is essential for food processing, packaging, and automotive manufacturing lines.
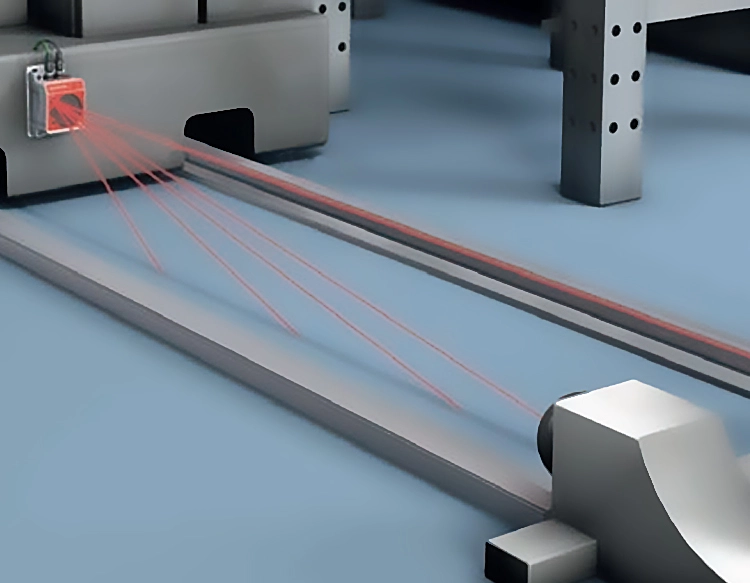
One of the defining characteristics of this photoelectric switch is its sensing modes. It is commonly available in three primary operational modes: through-beam, retro-reflective, and diffuse reflective. In through-beam mode, the emitter and receiver are separate units installed opposite each other. Detection occurs when the target object breaks the light beam traveling from the emitter to the receiver. This mode offers the longest sensing range and highest reliability for clear object detection. The retro-reflective mode uses a single unit housing both emitter and receiver, along with a specialized reflector. The emitted light beam is sent to the reflector and bounced back to the receiver. An object is detected when it interrupts this return beam. This mode simplifies installation compared to through-beam as it requires wiring only on one side. Finally, the diffuse reflective or proximity mode relies on the target object itself to reflect light back to the receiver within the same housing. While its range is shorter, it is ideal for applications where installing a reflector or a separate receiver is impractical, such as detecting non-reflective materials or in spaces with limited access.
The application scope for the OBE10M-R103-2EP-IO is vast. In material handling and logistics, it is indispensable for precise conveyor belt control, pallet counting, and box dimension verification. Its high-speed response time allows it to detect small, fast-moving items on high-speed production lines without missing a beat. In automated assembly, it ensures components are present and correctly positioned before a robotic arm performs an operation, preventing costly errors and machine damage. The device's robust design also makes it suitable for harsh outdoor or washdown areas, such as in agricultural machinery for position sensing or in bottling plants where sensors are frequently exposed to moisture and cleaning chemicals. The integrated IO-Link capability, if present, takes functionality a step further by enabling digital parameter setting, real-time diagnostics, and condition monitoring. Maintenance personnel can receive alerts about lens contamination or performance degradation before a failure occurs, facilitating predictive maintenance strategies.
When selecting and installing the OBE10M-R103-2EP-IO, several technical parameters require careful consideration. The sensing range must be chosen based on the application's physical constraints. The response time, often in the microsecond range, must be faster than the speed of the process it is monitoring. The light source type (e.g., red LED, laser) affects the size of the detectable object and the precision of the detection point; a laser source provides a very precise, narrow beam for detecting tiny objects or precise edges. Environmental factors like temperature extremes, dust, fog, or vibration can impact performance, so selecting a model with an appropriate Ingress Protection (IP) rating is crucial. Proper alignment during installation is critical, especially for through-beam and retro-reflective modes. Many models feature built-in alignment indicators, such as LED lights that change color or sequence when optimal alignment is achieved, simplifying the setup process. Electrical connection must adhere to the specified voltage range (commonly 10-30V DC) and the correct wiring diagram for the desired NPN or PNP output mode to avoid damage.
In summary, the OBE10M-R103-2EP-IO represents a high-performance category of photoelectric sensors engineered for modern industrial automation. Its blend of robust construction, immunity to interference, flexible output configuration, and potential for smart communication via IO-Link makes it a versatile and reliable choice for a multitude of detection tasks. By understanding its operating principles, modes, and key selection criteria, engineers can effectively deploy this sensor to enhance system reliability, improve production efficiency, and enable more sophisticated data-driven operations on the factory floor. Its role is foundational in building responsive, accurate, and interconnected automated systems.











 +40729977919
+40729977919  keysensor.ro@gmail.com
keysensor.ro@gmail.com