Industrial Photoelectric Sensor: Enhancing Efficiency and Safety in Modern Manufacturing
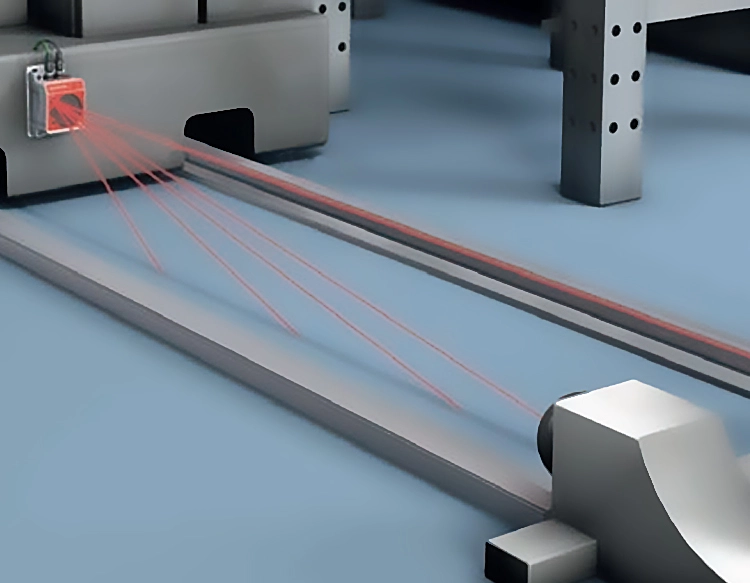
In today’s fast-paced manufacturing environment, the integration of advanced technologies is crucial for maintaining productivity and ensuring safety. Among these innovations, the industrial photoelectric sensor stands out as a vital component in modern automation systems. These sensors are designed to detect the presence or absence of objects, often used in conveyor systems, quality control, and material handling processes. They operate by emitting light and detecting the absence of reflection, which makes them highly reliable and efficient.
The industrial photoelectric sensor is a key element in reducing human error and increasing operational efficiency. Unlike traditional sensors that rely on mechanical movement, photoelectric sensors use light to detect objects, eliminating the need for physical contact. This non-contact method allows for continuous monitoring without the risk of mechanical wear or misalignment. As a result, they offer greater accuracy and consistency, making them ideal for high-speed production lines.
One of the most significant advantages of industrial photoelectric sensors is their versatility. They can be used in a wide range of applications, from detecting objects in packaging lines to monitoring the presence of materials in storage areas. In industrial settings, these sensors are often integrated with other automation systems, such as robotic arms and conveyor belts, to create a seamless workflow. This integration not only improves efficiency but also enhances safety by reducing the likelihood of accidents caused by human error.
Moreover, industrial photoelectric sensors are known for their durability and long operational life. Their design is resistant to dust, moisture, and temperature fluctuations, making them suitable for use in harsh industrial environments. This reliability ensures that they can operate continuously without frequent maintenance, thus reducing downtime and lowering overall costs.
In addition to their functional advantages, industrial photoelectric sensors play a crucial role in quality control. By detecting the presence or absence of objects with high precision, they help ensure that products meet the required standards. This is particularly important in industries such as food and beverage, where product integrity and safety are of utmost importance.
As manufacturing continues to evolve, the demand for advanced sensors like industrial photoelectric sensors is growing. These sensors are not just a technological advancement but a necessity for modern industrial operations. Their ability to enhance efficiency, ensure safety, and improve quality makes them an essential part of any automated system.
In conclusion, industrial photoelectric sensors are revolutionizing the way industries operate. With their non-contact detection, versatility, and reliability, they are becoming a cornerstone of modern manufacturing. As technology continues to advance, the role of these sensors will only become more critical in driving productivity and innovation.




















 +40729977919
+40729977919  keysensor.ro@gmail.com
keysensor.ro@gmail.com 



