Optical Sensor Technology in Modern Industrial Applications
In today’s rapidly evolving industrial landscape, precision and efficiency are paramount. Among the many innovations that drive modern manufacturing, optical sensors have emerged as critical components in automation, quality control, and data-driven decision-making. These sensors, often referred to as optical laser sensors, play a pivotal role in detecting and measuring various physical properties such as distance, speed, and object presence. Their integration into industrial systems has transformed the way industries operate, enhancing accuracy, reducing errors, and improving overall productivity.
Optical Laser Sensors: A Game-Changer in Industrial Automation
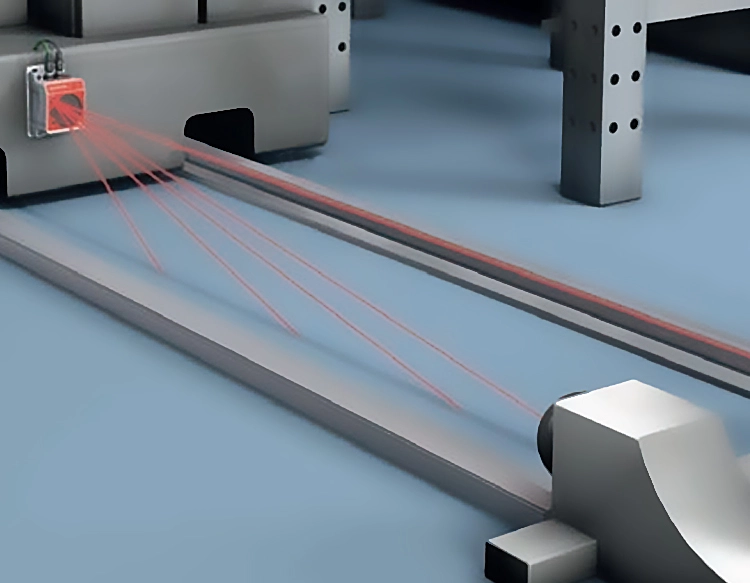
Optical laser sensors are a cutting-edge technology that uses laser light to measure distance and other parameters. Unlike traditional sensors, they offer high precision, fast response times, and the ability to operate in a wide range of environments. For instance, optical laser sensors are widely used in automated assembly lines to detect the presence of parts, measure their position, and ensure that components are aligned correctly. This level of accuracy is crucial in industries such as automotive, electronics, and robotics, where even minor deviations can lead to significant quality issues.

The versatility of optical laser sensors makes them suitable for both high-precision and high-volume production environments. They can be employed in a variety of applications, including:
By integrating optical laser sensors into industrial systems, manufacturers can reduce manual intervention, minimize downtime, and achieve higher levels of automation. This not only improves operational efficiency but also enhances safety and compliance with industry standards.
Advantages of Optical Laser Sensors
One of the key advantages of optical laser sensors is their non-contact measurement capability. Unlike traditional sensors that require physical contact, laser sensors can detect objects without any interference, making them ideal for use in environments where contact may be problematic. This feature is particularly beneficial in applications such as:
Another significant benefit is their ability to operate in a wide range of conditions, including high temperatures, dust, and humidity. This makes them suitable for use in diverse industrial settings, from manufacturing plants to outdoor environments.
The Future of Optical Sensor Technology
As industries continue to evolve, the role of optical laser sensors is becoming even more critical. Advancements in laser technology, machine learning, and IoT integration are driving the development of more sophisticated and intelligent sensors. These sensors are not only improving the accuracy of measurements but also enabling real-time data processing, predictive maintenance, and enhanced decision-making capabilities.
In conclusion, optical laser sensors are revolutionizing industrial automation and manufacturing. Their precision, versatility, and adaptability make them an essential component in modern production systems. As technology continues to advance, the future of optical laser sensors looks promising, with even greater potential to transform industries worldwide.




















 +40729977919
+40729977919  keysensor.ro@gmail.com
keysensor.ro@gmail.com 



