Keyence LR-X100: The Ultimate Guide to Laser Sensor Technology
The Keyence LR-X100 is a state-of-the-art laser sensor designed for precision measurement in a variety of industrial and commercial applications. This sensor is part of Keyence’s comprehensive line of laser-based detection solutions, offering high accuracy, reliability, and versatility. In this article, we will explore the key features, applications, and benefits of the Keyence LR-X100 laser sensor, making it a valuable tool for engineers and technicians.
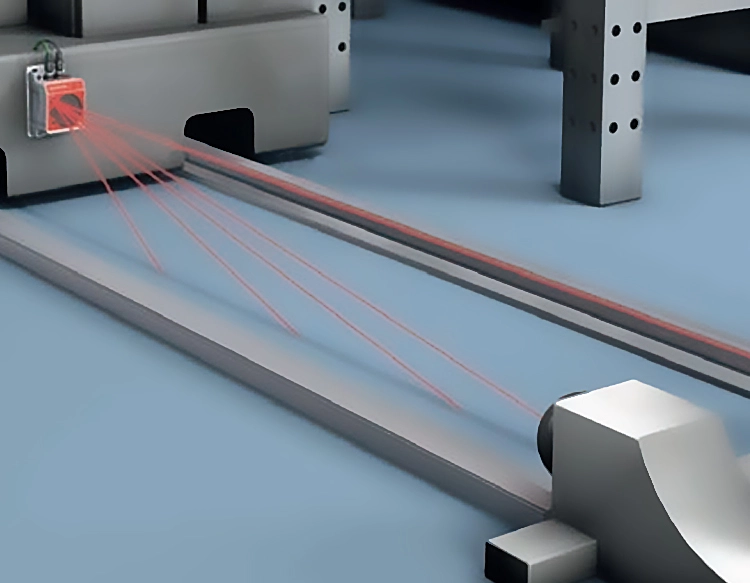
The LR-X100 is a non-contact sensor that uses laser technology to measure distance and position with remarkable precision. Unlike traditional sensors that rely on physical contact, the LR-X100 operates by emitting a laser beam and measuring the time it takes for the beam to reflect back. This method allows for continuous, real-time monitoring without any wear or interference from the environment. The sensor is ideal for applications where high accuracy and reliability are essential, such as in manufacturing, robotics, and automation.

One of the standout features of the LR-X100 is its high resolution and precision. The sensor can detect changes as small as a few millimeters, making it suitable for applications requiring fine control and measurement. Its ability to operate in various environments, including high humidity, dust, and temperature fluctuations, ensures that it remains functional under challenging conditions. Additionally, the LR-X100 supports multiple communication protocols, including RS-485, USB, and Ethernet, which enhances its compatibility with existing systems and facilitates easy integration into industrial networks.
The LR-X100 is also designed with user-friendly interfaces and advanced data processing capabilities. It provides real-time feedback and can be connected to a computer or control system for data acquisition and analysis. This makes it a versatile tool for both manual and automated processes. The sensor’s compact design and lightweight construction further contribute to its ease of installation and use, making it a cost-effective solution for businesses looking to improve their measurement efficiency.
In industrial settings, the LR-X100 is commonly used for tasks such as object detection, motion control, and position tracking. It is widely employed in automated assembly lines, where it ensures consistent product quality and minimizes human error. In robotics, the sensor plays a crucial role in maintaining precise movements and positioning, which is essential for tasks like pick-and-place operations and pick-and-pack systems. Its ability to work in real-time and with minimal maintenance makes it a preferred choice for applications that require continuous operation.
Beyond its technical specifications, the LR-X100 is also valued for its robustness and long service life. The sensor is built to withstand harsh conditions, which reduces the need for frequent replacements and maintenance. This not only lowers operational costs but also ensures that the system remains efficient and reliable over time. Keyence continues to innovate in the field of sensor technology, and the LR-X100 is a testament to the company’s commitment to delivering high-performance, durable solutions.
In conclusion, the Keyence LR-X100 laser sensor is a powerful tool that combines precision, reliability, and versatility. Whether used in manufacturing, robotics, or automation, it offers a reliable solution for real-time measurement and control. As technology continues to advance, the LR-X100 stands as a reliable and innovative choice for industries looking to enhance their operational efficiency and product quality.




















 +40729977919
+40729977919  keysensor.ro@gmail.com
keysensor.ro@gmail.com 



