Keyence LR ZB250C3 Laser Sensor: Enhancing Precision and Efficiency in Industrial Applications
In today’s rapidly evolving industrial landscape, precision and efficiency are no longer optional—they are necessities. Among the many technologies that drive modern manufacturing, laser sensors have emerged as a game-changer, offering unparalleled accuracy and reliability in real-time measurement. The Keyence LR ZB250C3 laser sensor is a prime example of this innovation, designed to meet the demanding requirements of industrial automation and quality control systems.
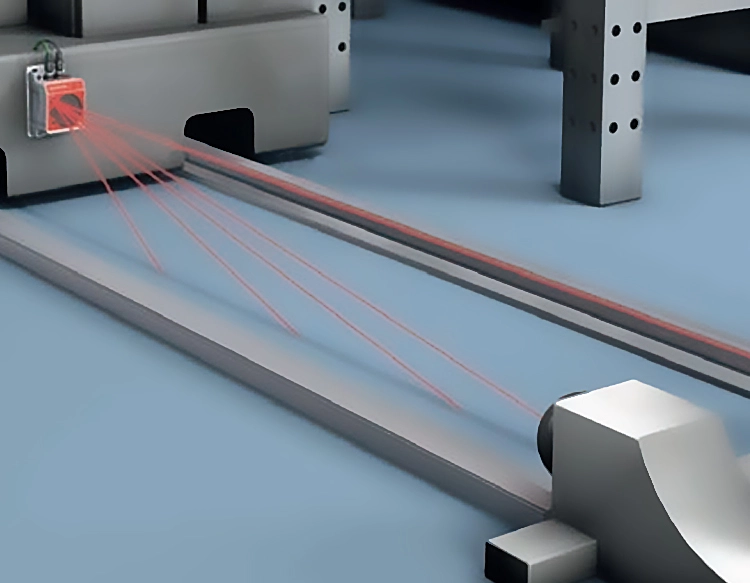
The LR ZB250C3 is a high-performance laser sensor developed by Keyence, a well-established leader in measurement and automation technology. Its primary function is to detect and measure the distance or position of objects in real time, making it an essential component in various industrial applications. Whether it’s monitoring the alignment of parts in a production line, ensuring the accuracy of robotic arms, or detecting the thickness of materials, this sensor delivers reliable and consistent results.

One of the standout features of the LR ZB250C3 is its versatility. It is compatible with a wide range of industrial systems, from simple conveyor belt setups to complex automated manufacturing environments. This flexibility allows it to be integrated into diverse applications, making it a valuable asset in both small-scale and large-scale operations. Additionally, the sensor is designed for high durability and long service life, ensuring minimal maintenance and maximum uptime.
The sensor utilizes laser technology to provide precise measurements, which is particularly advantageous in environments where traditional optical sensors may struggle. By emitting a laser beam and measuring the time it takes for the beam to return, the LR ZB250C3 can detect even the slightest changes in distance, making it ideal for applications requiring high accuracy. This technology is especially beneficial in scenarios where precision is critical, such as in holographic projection systems or in the inspection of delicate materials.
Another important aspect of the LR ZB250C3 is its user-friendly design and intuitive interface. The sensor is easy to install and configure, reducing the learning curve for operators and minimizing the risk of errors. With its advanced software support, users can easily calibrate the sensor and monitor its performance in real time. This makes it an excellent choice for industries where automation and data-driven decision-making are key to success.
In addition to its technical advantages, the LR ZB250C3 is a valuable tool for improving productivity and reducing costs. By enabling faster and more accurate measurements, it helps streamline workflows and minimize waste. This is particularly beneficial in industries such as automotive, electronics, and food processing, where even minor errors can lead to significant financial losses.
The LR ZB250C3 is also well-suited for integration with Industry 4.0 technologies, which are becoming increasingly prevalent in modern manufacturing. With the ability to connect to IoT platforms and data analytics systems, the sensor provides real-time data that can be used to optimize production processes and enhance overall system performance. This makes it a forward-thinking solution for companies looking to stay competitive in a rapidly changing market.
In conclusion, the Keyence LR ZB250C3 laser sensor is a powerful tool that enhances precision, efficiency, and reliability in industrial applications. Its advanced features, compatibility, and user-friendly design make it an ideal choice for a wide range of industries. As technology continues to evolve, the LR ZB250C3 stands as a testament to the power of innovation in measurement and automation.




















 +40729977919
+40729977919  keysensor.ro@gmail.com
keysensor.ro@gmail.com 



