Keyence LR ZB100N Laser Sensor: Enhancing Precision in Industrial Automation
The Keyence LR ZB100N laser sensor is a high-performance device widely used in industrial automation and robotics for precise measurements and positioning. This article explores the features, applications, and benefits of the LR ZB100N laser sensor, highlighting its role in modern manufacturing and automation systems.
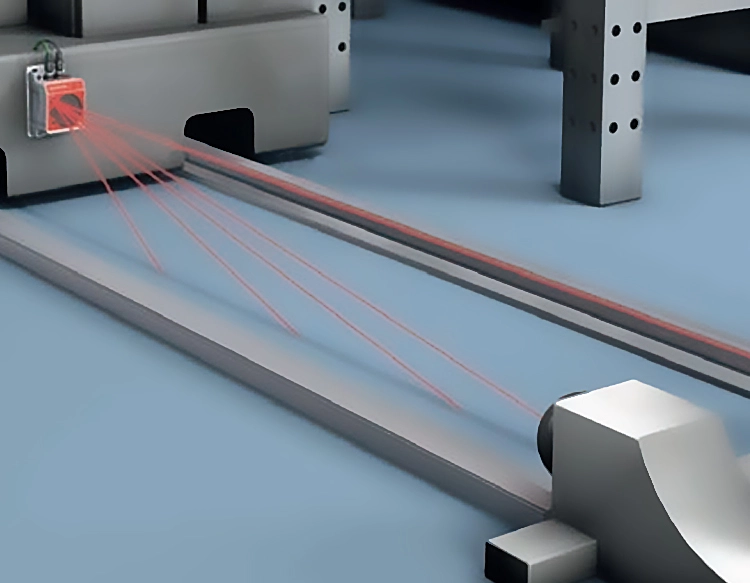
At the heart of the LR ZB100N is its advanced laser technology, which enables it to detect and measure distances with high accuracy. The sensor emits a laser beam and measures the time it takes for the beam to return after reflecting off a target. This method ensures that the sensor can detect objects at a distance with minimal error, making it ideal for applications where precision is critical.

One of the most significant advantages of the LR ZB100N is its versatility. It can be used in a variety of environments, including cleanrooms, warehouses, and production lines, where high accuracy and reliability are essential. The sensor is designed to operate in harsh conditions, making it suitable for use in industrial settings where other sensors may fail.
The LR ZB100N also offers excellent resolution and sensitivity, allowing it to detect even the smallest changes in distance. This level of precision is crucial in automation systems where small errors can lead to significant inefficiencies or safety issues. Additionally, the sensor supports multiple communication protocols, ensuring seamless integration with existing systems and control software.
Another key feature of the LR ZB100N is its compact design, making it easy to install and use in space-constrained environments. The sensor is built with a durable and corrosion-resistant housing, which ensures longevity and reliability in demanding industrial conditions. This makes it a popular choice among manufacturers and engineers who require a reliable and efficient solution.
In terms of applications, the LR ZB100N is commonly used in automated guided vehicles (AGVs), robotic arms, and automated inspection systems. These applications benefit from the sensor’s ability to provide real-time feedback, allowing for precise control and adjustment of machinery. Whether it’s for material handling, quality inspection, or assembly line monitoring, the LR ZB100N offers a reliable and efficient solution.
The LR ZB100N is also suitable for use in non-contact measurement applications, where the sensor can detect objects without physical contact. This is particularly useful in environments where the presence of objects may interfere with other sensors or cause damage. The sensor’s ability to operate in such conditions makes it a versatile and robust choice.
In conclusion, the Keyence LR ZB100N laser sensor is a powerful tool in modern industrial automation. With its advanced technology, reliability, and versatility, it is an essential component in many automated systems. As industries continue to evolve, the LR ZB100N remains a key player in ensuring precision, efficiency, and safety in manufacturing processes.











 +40729977919
+40729977919  keysensor.ro@gmail.com
keysensor.ro@gmail.com