Keyence LR ZB100 CN Laser Sensor: Precision and Innovation in Industrial Automation
The Keyence LR ZB100 CN laser sensor is a high-performance device designed for precision measurement in industrial environments. It combines advanced laser technology with reliable engineering to deliver accurate and consistent readings, making it a preferred choice for manufacturers and engineers working with automation systems. This article explores the key features, applications, and benefits of the Keyence LR ZB100 CN laser sensor, highlighting how it contributes to modern industrial efficiency.
Advanced Laser Technology for Accurate Measurement
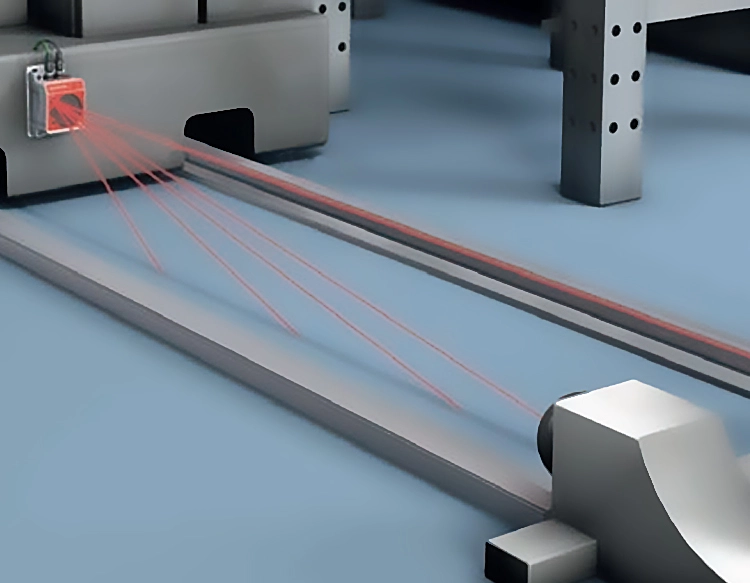
At the heart of the Keyence LR ZB100 CN is its advanced laser sensor technology. The sensor uses a laser to emit a beam that interacts with the surface of the object being measured. The reflected light is then detected by the sensor, allowing for precise distance and position calculations. This technology ensures high accuracy and consistency, even in challenging environments.

Versatile Applications in Industrial Settings
The Keyence LR ZB100 CN is widely used in various industrial applications, including material handling, assembly lines, and quality control systems. Its versatility makes it suitable for both small and large-scale operations. Whether it’s measuring the thickness of a material or determining the position of a component, the sensor provides reliable data that supports efficient decision-making.
Key Features and Benefits
One of the standout features of the Keyence LR ZB100 CN is its compact design and robust construction, which allows it to be easily integrated into existing systems. The sensor is also equipped with a high-resolution display, providing real-time data that can be used for monitoring and control. Additionally, its long operational life and low maintenance requirements make it a cost-effective solution for industrial use.
Precision and Reliability in Action
The Keyence LR ZB100 CN is known for its exceptional precision and reliability. It is designed to operate under a variety of conditions, making it ideal for use in harsh environments. The sensor’s ability to maintain consistent performance over time ensures that it remains a valuable asset in any industrial setting.
Conclusion
In conclusion, the Keyence LR ZB100 CN laser sensor is a valuable tool for industrial automation. Its advanced technology, versatility, and reliability make it a top choice for manufacturers and engineers looking to improve the efficiency and accuracy of their operations. By integrating the Keyence LR ZB100 CN into their systems, businesses can achieve higher productivity and better quality control.
Key Points











 +40729977919
+40729977919  keysensor.ro@gmail.com
keysensor.ro@gmail.com